the color of a PCB does matter, but mostly for manufacturing, inspection, and specific performance considerations—not for basic electrical function. PCB color is determined by the solder mask, and while it does not change circuit logic, it affects heat behavior, inspection accuracy, yield stability, and long-term reliability.
In professional electronics manufacturing, PCB color is a process choice, not a cosmetic decision.
PCB Color Does Not Change Electrical Function
Electricity does not recognize color.
Copper defines conductivity, not solder mask.
PCB color comes from the solder mask layer, which sits on top of copper traces. The copper layer carries current and signals, while the solder mask provides insulation and protection.
From a purely electrical standpoint:
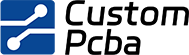
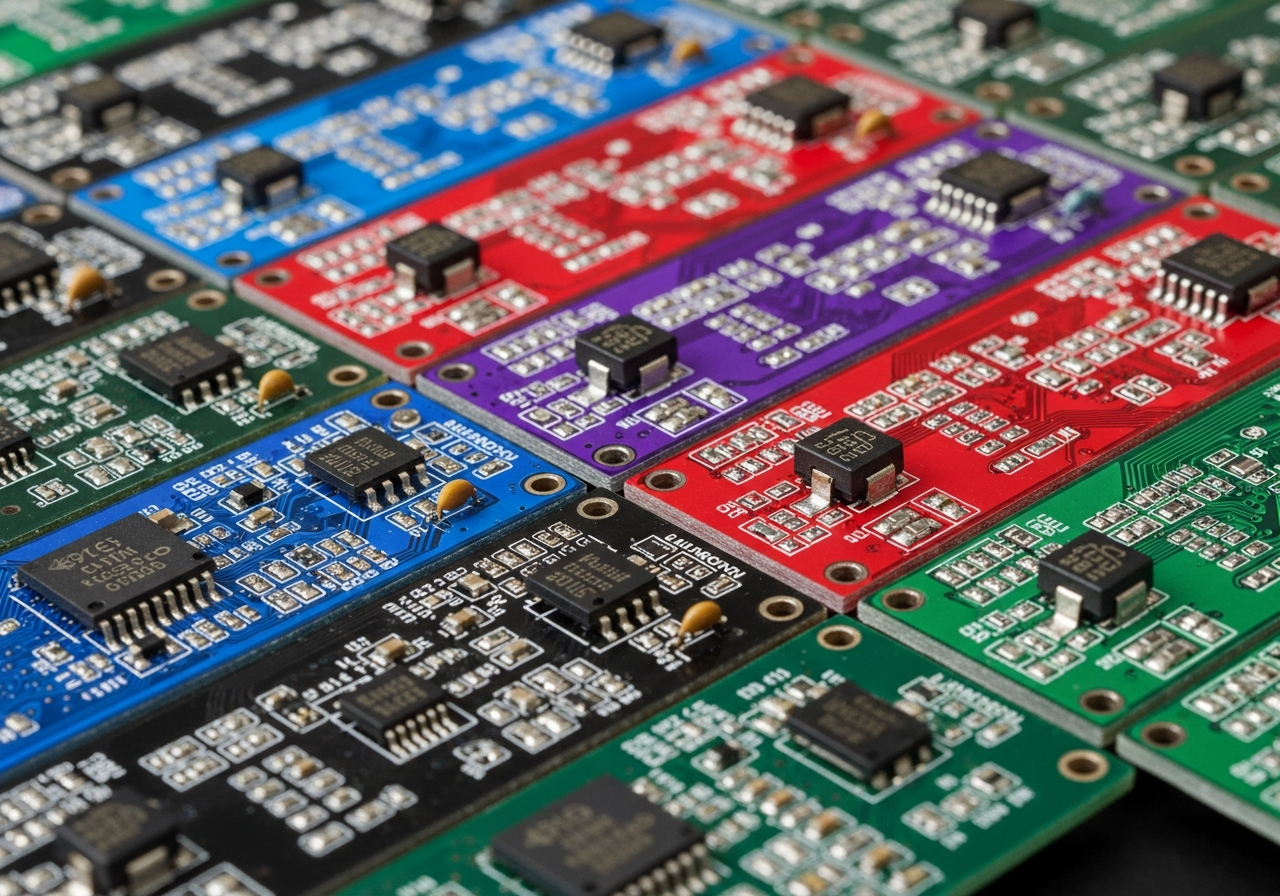
- Green, black, red, blue, or white PCBs function the same
- Signal speed and logic are unaffected by color
- Circuit performance depends on layout, materials, and assembly
If two boards are identical in design, materials, and manufacturing process, color alone will not change how the circuit works.
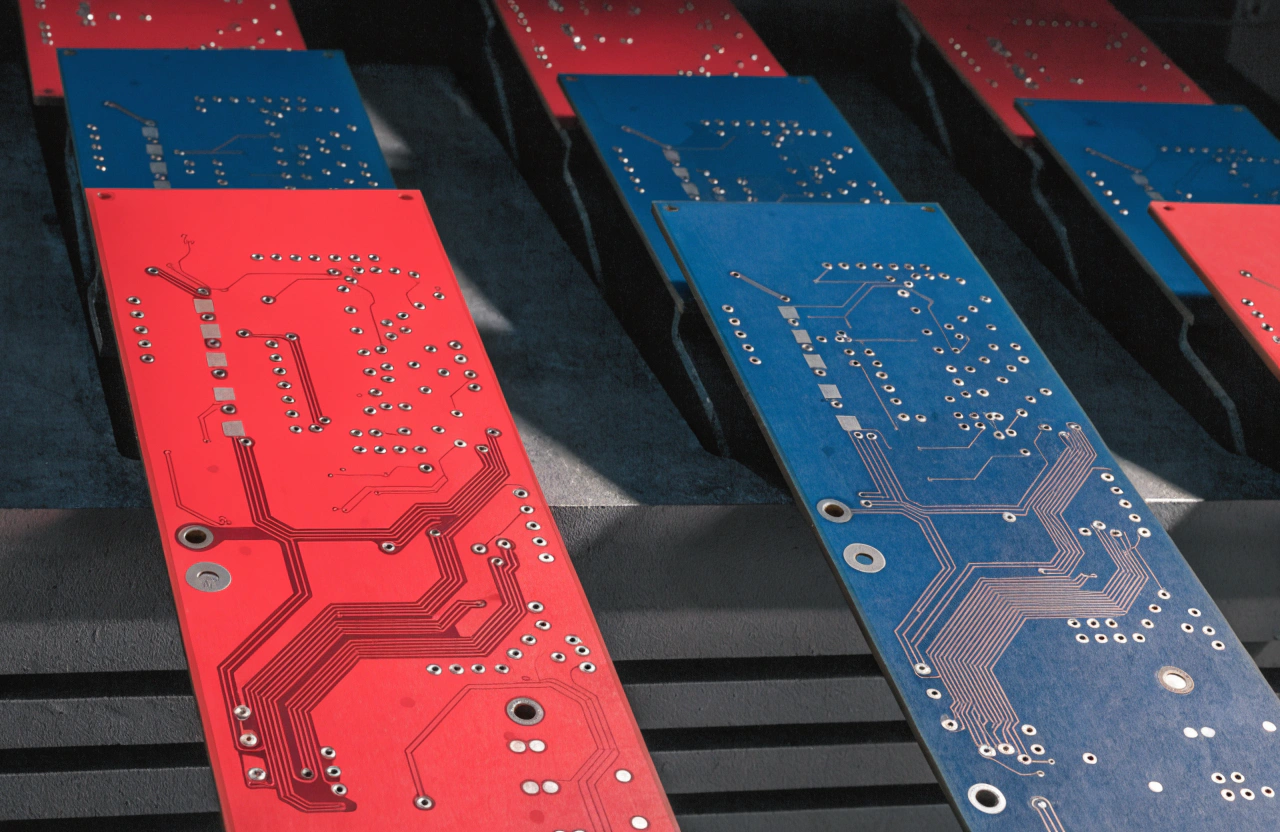
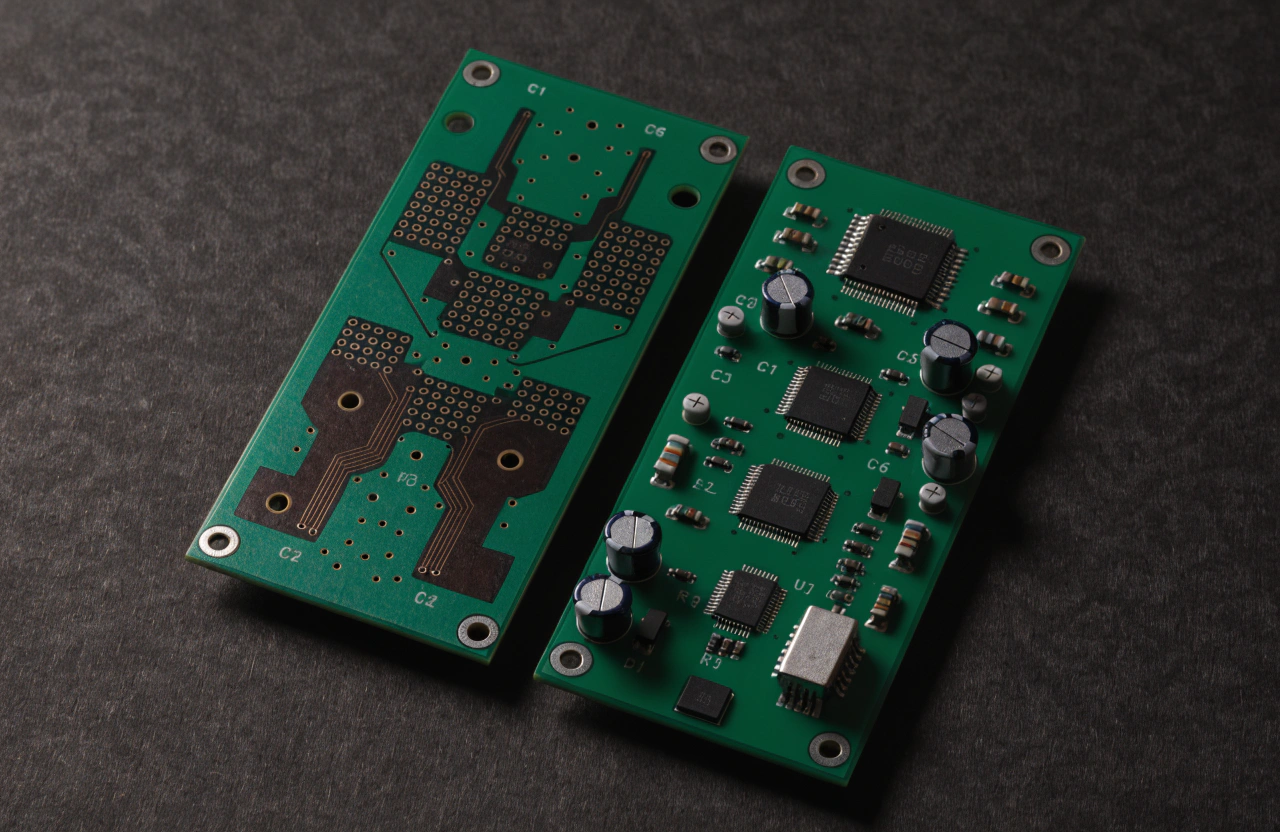
Why Green Is the Most Common PCB Color
Green is not chosen by accident.
It is optimized for manufacturing.
Green solder mask dominates the industry because:
- Human eyes distinguish green best under magnification
- AOI systems are tuned for green contrast
- Defects are easier to detect
- Process stability is highest
In factory workshops, green PCBs offer the lowest inspection error rate. Scratches, solder bridges, pad issues, and contamination are more visible compared to darker colors.
Because of this, green PCBs usually provide:
- Higher yield
- Lower inspection cost
- Faster troubleshooting
For volume production and industrial applications, green remains the safest and most stable choice.
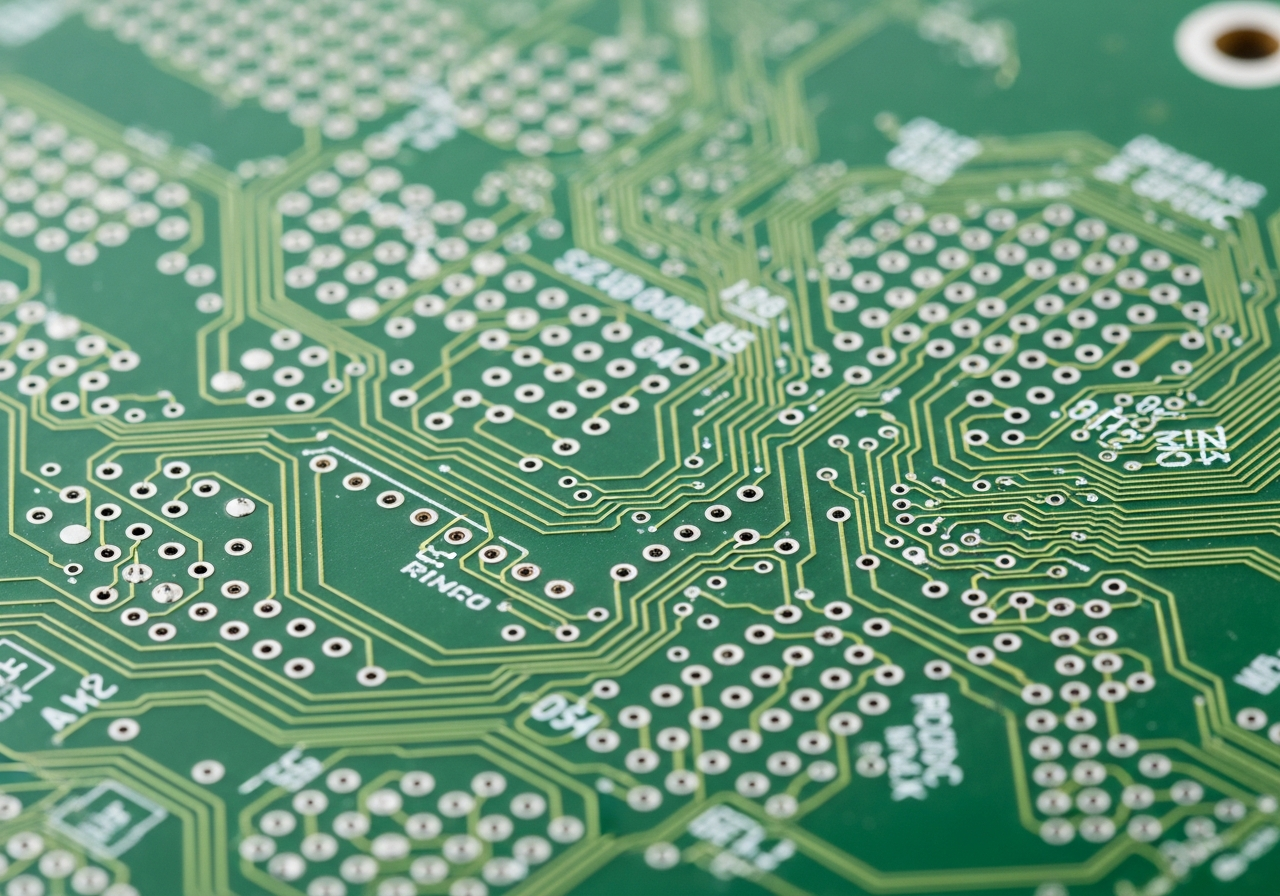
How PCB Color Affects Inspection and Quality Control
Color directly impacts defect visibility.
Inspection accuracy affects reliability.
Different PCB colors behave differently during inspection:
-
Black PCBs
- Poor contrast under AOI
- Harder to see traces and residue
- Higher inspection difficulty
-
White PCBs
- Show contamination easily
- Reflect light strongly
- May hide fine solder defects
-
Red / Blue PCBs
- Moderate visibility
- Used for branding or differentiation
In manufacturing, reduced inspection visibility leads to:
- Higher false reject rates
- Missed micro-defects
- Greater reliance on manual inspection
This increases cost and risk. For this reason, darker or lighter colors are used only when there is a clear reason.
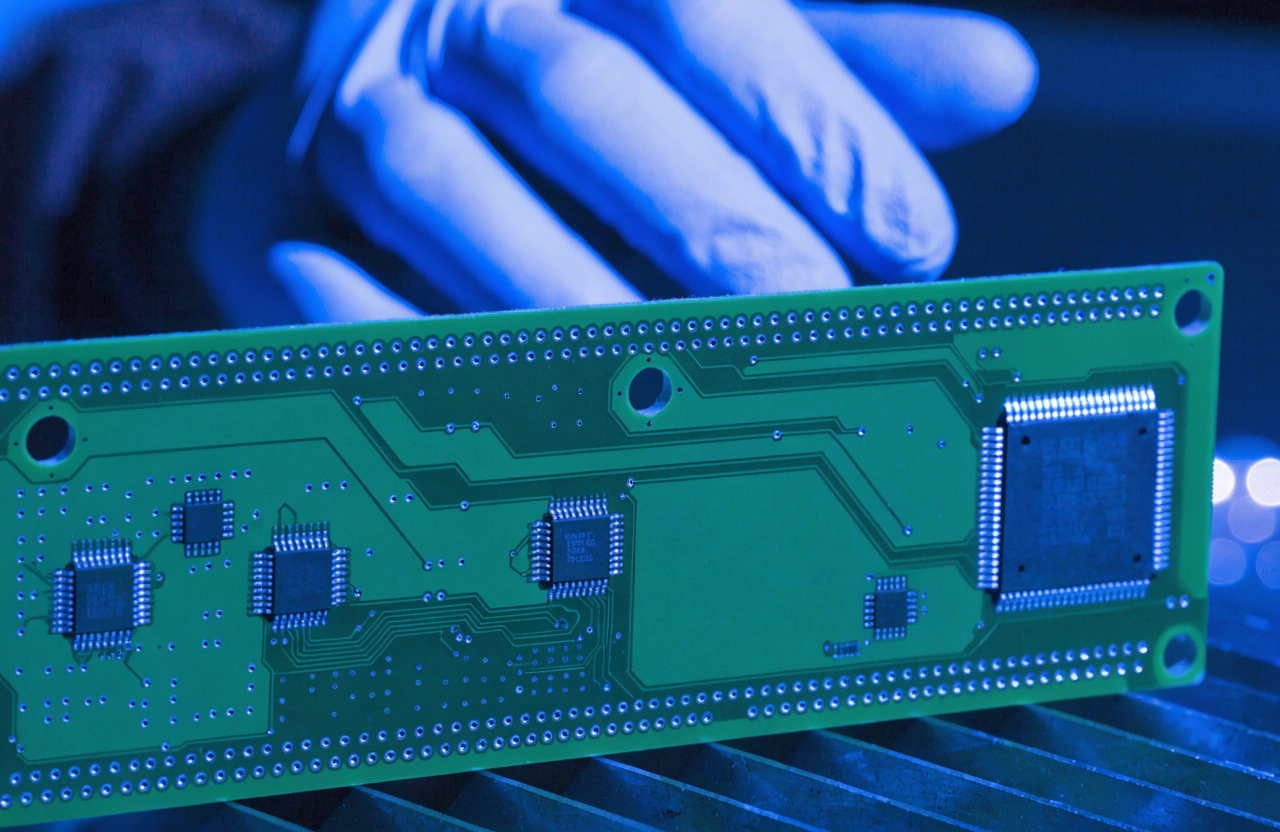
Does PCB Color Affect Heat and Reliability?
Color has a small thermal effect.
Process control matters more.
Darker PCB colors absorb slightly more radiant heat, while lighter colors reflect more. However, in real electronics:
- Copper planes dominate heat dissipation
- Component power determines temperature
- Airflow and enclosure design matter far more
In controlled manufacturing, PCB color has minimal impact on thermal performance compared to:
- Copper thickness
- Layer count
- Thermal vias
- Heatsink design
However, white PCBs may discolor under prolonged heat, and black PCBs may hide early signs of overheating or residue buildup during inspection.
From a reliability perspective, visibility and inspection control outweigh minor thermal differences.
PCB Color and Manufacturing Yield
Yield depends on process repeatability.
Color influences process stability.
In factory workshops, PCB color affects:
- AOI calibration stability
- Manual inspection speed
- Rework accuracy
Green solder mask is the most mature and forgiving in mass production. Other colors may:
- Require special AOI tuning
- Increase setup time
- Raise per-unit inspection cost
For small batches or branding-focused products, non-green colors are acceptable. For long-term, stable production, green usually delivers the highest yield and consistency.
When Non-Green PCB Colors Make Sense
Color choice can be intentional.
It must match the product goal.
Non-green PCB colors are often used when:
- Product branding requires it
- The PCB is visible to end users
- Differentiation is important
- Production volume is limited
Examples include:
- White PCBs in LED lighting
- Black PCBs in consumer electronics
- Red or blue PCBs for prototypes
In these cases, manufacturing processes are adjusted to compensate for inspection and handling challenges.
Color selection is never random in professional production—it is a trade-off decision.
How Factories Treat PCB Color as a Process Variable
Color is part of process planning.
It is not a decoration.
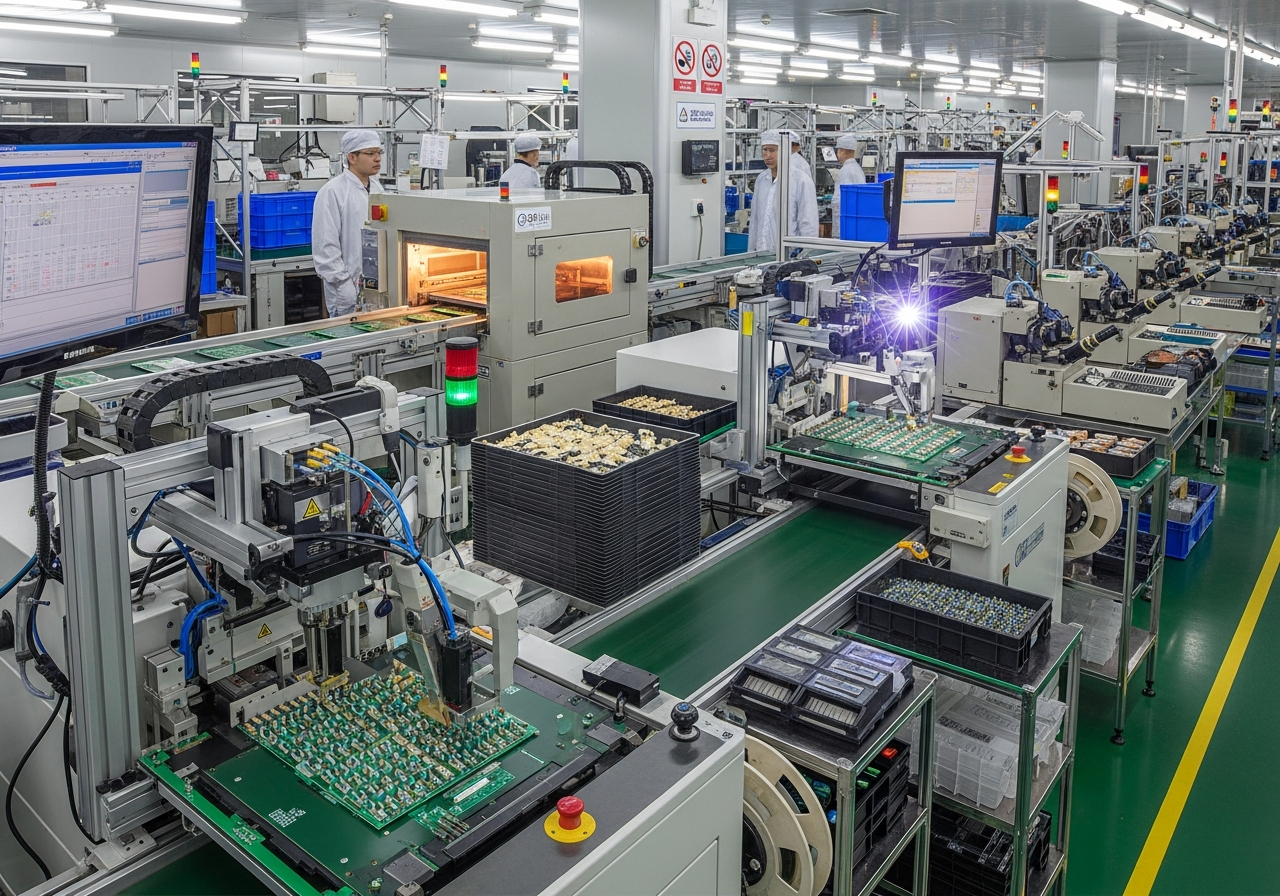
In professional manufacturing:
- PCB color is defined during DFM review
- AOI parameters are matched to color
- Inspection methods are adjusted
- Risk is evaluated before mass production
If color increases defect risk, additional inspection steps are added. This increases cost and lead time.
For this reason, factories often recommend green unless there is a strong reason to choose otherwise.
Conclusion
The color of a PCB does not change how electricity flows, but it does matter for manufacturing quality, inspection accuracy, yield stability, and long-term reliability. Green PCBs remain the industry standard because they offer the best visibility, lowest inspection risk, and most stable production results. Other colors can be used for branding or design reasons, but they introduce trade-offs in inspection difficulty and process control. In professional electronics manufacturing, PCB color is treated as a technical decision, not a cosmetic one. The right color choice supports consistent quality, predictable performance, and efficient production over the full lifecycle of the product.
